
 登录
登录服务行业信息化发展助力中国数字化建设
服务行业信息化发展助力中国数字化建设
一、精益生产(LP)的概念
精益生产是起源于日本丰田汽车公司的一种管理方式,它适用于多品种、小批量、高质量和低消耗的生产模式。对于精益生产最重要的是一个目标就是低成本、高效率、高质量地进行生产,最大限度地使顾客满意,说明了精益生产是以市场为导向、以用户为出发点。
二、精益生产架构(丰田屋)
对于精益生产的知识体系,丰田汽车原社长张富士夫将丰田生产方式概括为“丰田屋”,它非常形象地、简洁地揭示了丰田生产系统(TPS)的理念和体系。

图 丰田屋
对于精益第二重要的,则为丰田屋的两大支柱:准时生产(JIT)和自働化。
本文首先介绍准时生产。
准时生产(JIT)
作为精益的核心,相信大家对JIT并不陌生,它可以使企业生产适应市场的种类需求和数量波动。关于准时生产的起源,想跟大家分享一个“冷知识”:1956年大野耐一(丰田生产方式的创始人)跟随社长丰田英二去美国福特公司学习,大野耐一在学习之余去逛超市,当时的日本还没有开设这种大型自选超市。他发现这种超市管理的柔性很强,客人需要什么,就直接拿走,拿走后很快就会有人进行补货。他观察到,超市里基本上不会出现缺货的现象,并且货架上各品种的数量也不多,但总可以保持一定的数量。
所以大野耐一就在思考,虽说超市是商业模式,但是一个超市的商品少说也有上万种,每种商品只占一点地方,也不会出现缺货。在方便了顾客选购和减少了售货人员的同时,还大大减少了商场的费用支出。假设在他们车间的生产过程中也做到这一步,只要有需求,立马有响应,那可太好了。
这就有了后来的丰田准时化生产方式。在丰田生产系统中,各工序之间的关系是一种“供→求”关系。后道工序作为“顾客”,在生产需要的时刻,到前道工序领取正好需要的那一部分工件。前道工序则作为“供货者”,根据后道工序领取物料制品的情况,只生产加工已被后道工序取走的那部分同种类型的工件来及时补充。所以,不论任何品种的汽车,接到订单就开始定制。
为了尽快制造出汽车,每条装配生产线上都配置了少量的、不同品种的零部件,以达到我们现在所说的柔性产线。设备与作业人员不论接到任何品种的作业汽车订单,都可以通过流水作业进行,通过准时管理达到顺畅生产。
如大野耐一所说,他们现场增加了很多“超市”,量大货架大,量小货架小,拿走后及时补货。
三、聚焦佰思杰Nebula平台为精益生产提供的功能支撑
那么我们如何做到准时生产呢?相信这一定是各位所关心的重点。其实准时生产通常理解为三个正确,部件正确、数量正确、时间正确。即在生产过程中,将正确的零部件以正确的数量在正确的时间送到生产线上,来达到准时生产。
那么如何实现这三个正确来达到准时化生产呢?我们将结合丰田屋提及的以下四点展开讲解。
1、节拍时间规划
节拍时间(Takt Time)又称客户需求周期、产距时间,是指在一定时间长度内,有效生产的总时间与客户需求数量的比值,是客户需求一件产品的生产必要时间。反映了生产线或生产设备响应客户需求生产所耗费的时间,理论上来讲,生产节拍应该尽量与销售节拍对应。
聚焦至佰思杰Nebula平台,首先我们在工艺路线的各工序或子工序的配置中添加了作业处理时间、处理时长表达式、处理批量等参数。以此精确管控到各工序或子工序的生产节拍。

图 工序生产节拍的设置
并且在排程的基本参数设置中使用了产线节拍,当产线有固定的节拍时可以启用该属性,工作的处理时间就可以取产线的生产节拍去进行排程,不用再去设置每个工作中心或工作的处理时间,这样的配置在贯彻精益生产思想的同时,也方便了系统的操作。
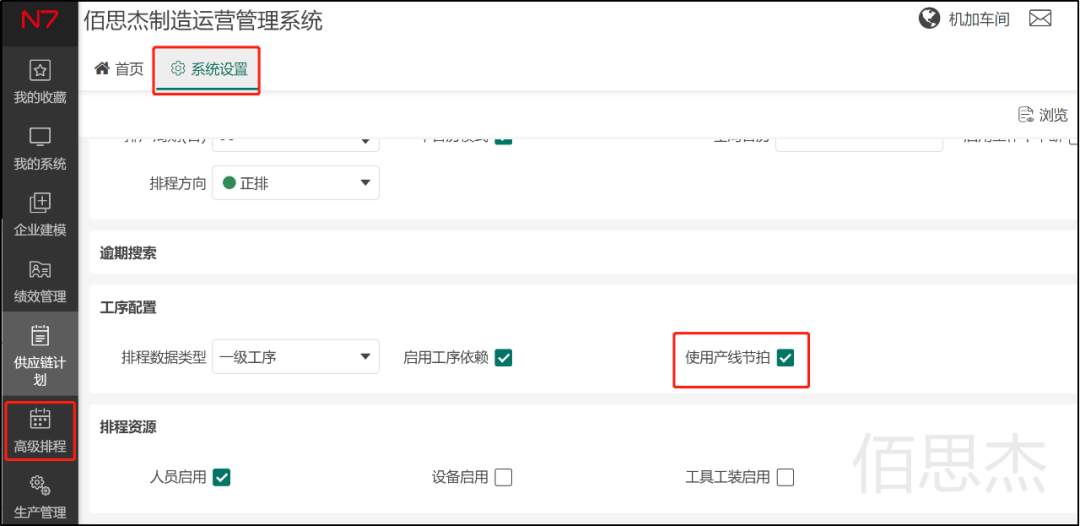
图 排程可配置是否使用产线节拍
2、连续流
连续流(Continuous Flow)也被称为一件流(one-piece flow)或单件流(single-piece flow)。是通过一系列的工序,在生产和运输产品的时候,尽可能的使工序连续化,即每个步骤只执行下一步骤所必需的工作。可以简单的理解为制造一件,移动一件。当然,单件或一件并不仅指一个零件,也可以指最适合的批量大小。其目的是为了改变不考虑实际需要,而大批量的生产,导致半成品堆积到下一个生产工序,造成大量在制品和成品库存的传统批量生产状况,从而减少浪费。
聚焦至佰思杰Nebula平台,首先我们在创建工艺路线的时候,可对各工序或子工序进行工序依赖的相关设置,以此约束该道工序的前序产物、消耗数量、后续工序、后序产物、接序方式等。

图 工序依赖关系设置
此外,工序依赖还可以通过工艺路线的图形化界面来设置,用户可在图形化界面上进行手动布局,为使用者提供更友好的用户界面和更便捷的操作方式。
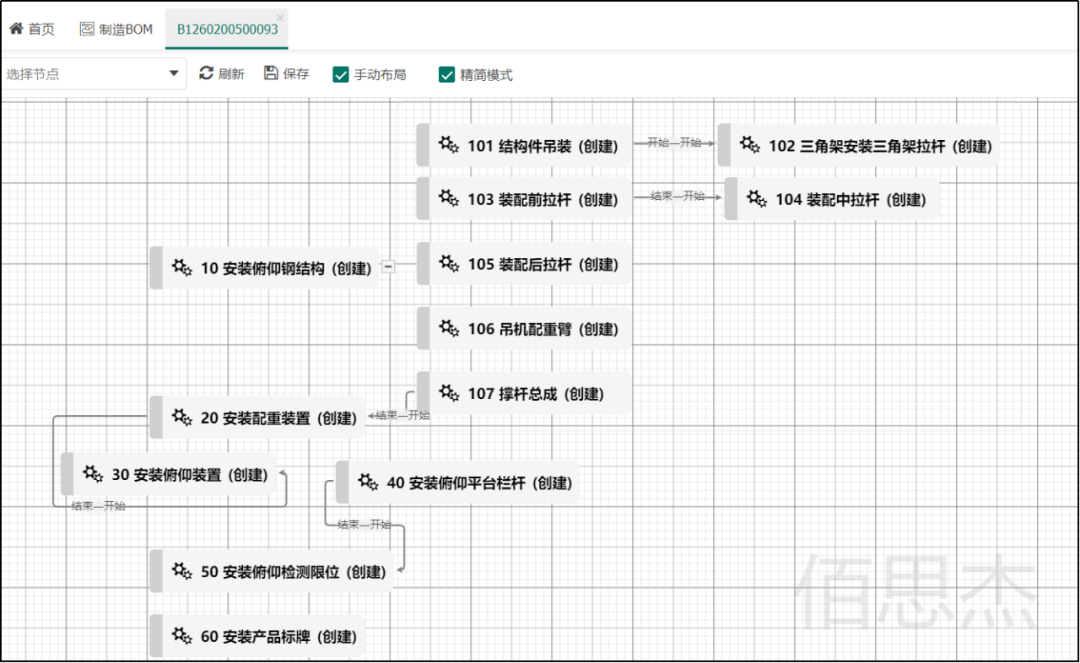
图 工艺路线的图形化界面
最后,由于现在大多数企业的生产模式都是复杂且多元的,往往针对不同的产线有不同的生产方式,所以在系统KPI定义的相关设置中,还包含了批量生产、连续生产、离散生产等多种生产方式,以符合各种生产方式的需求。在贯彻精益思想的同时,结合实际情况从客户使用角度出发,以满足不同行业的管理需求。

图 KPI中生产方式的设置(含连续生产方式)
3、拉动式生产
拉动式生产是准时生产得以实现的技术承载。这也是大野耐一凭借超群的想象力,从美国超市售货方式中借鉴到的生产方法。相对于过去的推动式生产,前一作业将零件生产出来“推给”后一作业加工,在拉动式生产中,是后一作业根据需要加工多少产品,要求前一作业制造正好需要的零件。
合理的计划是顺利生产的关键,聚焦至佰思杰Nebula平台的拉动式计划体系,系统可以通过编辑主计划开启后续的拉动式体系,还可以将主计划划分为多个阶段,在系统中称为计划阶段。创建好主计划后根据主计划的产物(产品或序列号对应的物料)对应的BOM信息,结合物料的计划视图,逐级分解出可执行的生产工单、请购单等计划,后续通过对分解后的计划执行来实现项目的推进。
当然,更多的情况是生产计划与采购计划早就已经在ERP中创建,MOM系统可以直接从ERP导入相关的工单和采购订单,并将同一个WBS下的主计划、生产工单、采购订单互相关联。
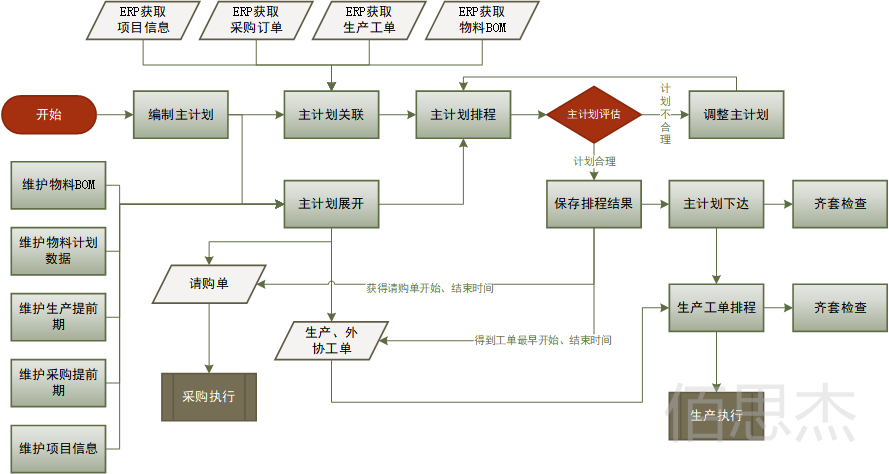
图 JIT拉动计划主流程图
制定了合理的计划后,在计划实施的过程中,对计划执行进度的监控也是很重要的一环。
系统可以通过图形化的形式,对主计划进行更直观的展示,实现从拉动式计划至拉动式生产的监控。
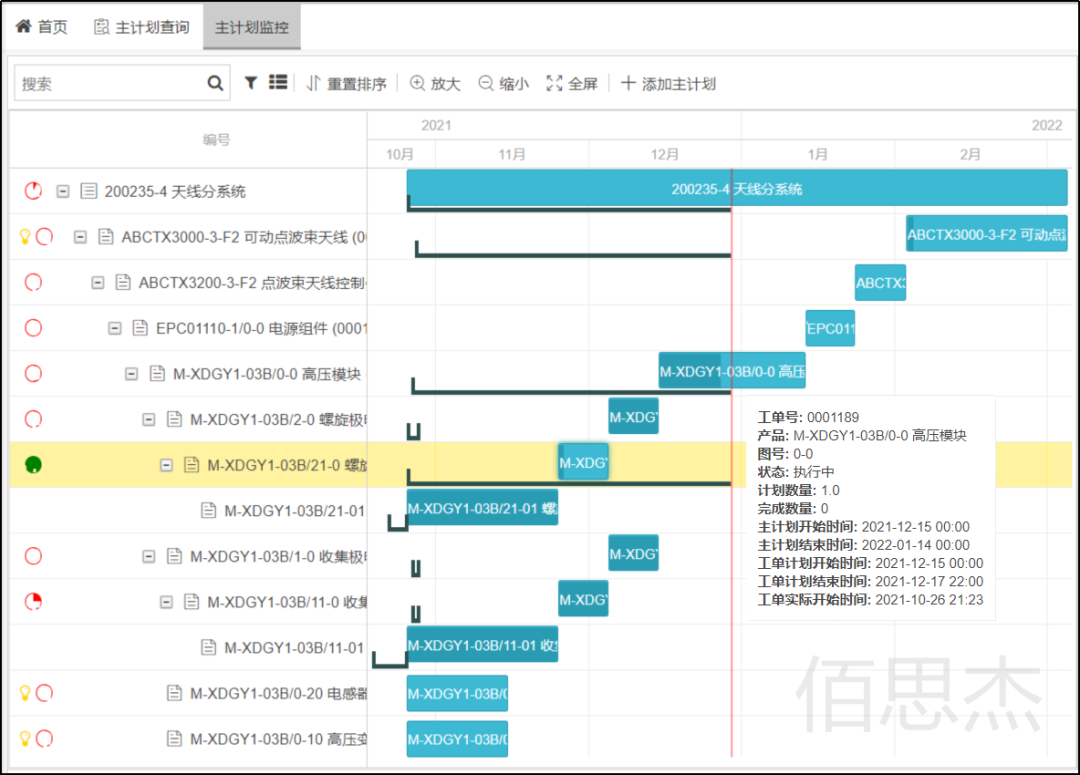
图 主计划监控
4、快速换模
快速换模是将模具的产品换模时间、生产启动时间或调整时间等尽可能减少的一种过程改进方法。可显著地缩短机器安装、设定换模所需的时间。《新丰田生产方式》中提到,缩短各种设备的作业切换时间,是引进丰田生产方式最简单的方式之一。
可能大家就要讲了,说车间切换设备、切换模具、切换刀具工具、调试的时间没法缩短呀!如果各位感兴趣的话,可以去网上搜索一些F1赛车比赛换胎的视频,换胎时间在4秒到5秒,加油在7秒到13秒,加上前后进站时间一般为20秒到30秒。这是专业人员配合的结果,那么企业如果也可以去培养专业的人员来降低换模的时间呢?
与大家分享一个丰田汽车SMED(Single Minutes Exchange of Die)的重要理论:在不改变工序的生产负荷的情况下,如果设备的装换调整时间缩减为原来的N分之一,则加工批量也能缩减为原来的N分之一,工序间在制品就缩减为原来的N分之一。假设企业通过培养专业的人员,使得换模的时间降低一半,那么批量生产的时间就会降低一半,工序间的在制品就会降低一半。
聚焦至佰思杰Nebula平台,也可以为快速换模做以下两点的支持。
❶ 通过MOM系统实现换模准备工作管理
MOM系统可以依据生产计划事先生成模具的准备计划,例如提前对模具进行预热;对组合刀具进行预装配;事先领用相关的工具工装等。MOM系统可以对生产准备的相关情况进行监控,以免出现生产准备的问题,导致内换模时间增加,影响设备利用率。MOM还可以管理模具的使用、库存、维修、报废等全生命周期的管理。
工具工装也可以是层次结构的,有些工具工装是组合工装,工装通常可以被安装在设备(Equipment)上,例如模具(Mould)就是工装。

图 工具工装信息的维护
例如,我司做的某刹车片生产线,其热压工序需要使用模具,模具需要事先预热,MOM依据热压机的生产计划自动生成模具的预热计划,并自动分配预热箱,驱动立体仓库自动从模具库提前将所需要的模具出库,并通过AGV运送到所指定的预热箱等待预热。
❷ 通过MOM达到自动换模,实现柔性生产
另外,利用MOM系统,可以自动识别所需要生产的产品,从MOM系统中提取事先准备好的工艺参数或生产程式,自动发送给设备,并自动进行参数设置。这样可以将这类换模时间缩短到数秒,以实现柔性生产。
例如,高铁变速箱装配线,通过机器人实现变速箱合盖前结合面的自动涂胶,防止使用过程中润滑油泄露,在入口处的条码识别装置自动检测产品的编号,通过MOM识别其产品规格,并自动调取机器人按设定的轨迹进行变速箱结合面的涂胶。
从本质上讲,JIT是指整个生产过程中处理变化的及时性,JIT生产方式是一种生产管理技术。但就JIT生产方式的基本理念来说,“准时化”不仅仅限于生产过程的管理。
“准时化”是一种现代经营观念和先进的生产组织原则,它所追求的是生产经营全过程的合理性、高效性和灵活性。它是包括经营理念、生产组织、物流控制、质量管理、成本控制、库存管理、现场管理和现场改善等在内的完整的生产管理技术与方法体系。
MOM信息传递的便利性与及时性为JIT的“准时化”提供了可靠支撑。
本文内容较为丰富,分为上下两篇,下篇将于下期推送,内容更精彩哦,大家下期见!
 010-88183856
010-88183856 caibc123@126.com
caibc123@126.com 北京市石景山区万达广场 E 座 808(100040)
北京市石景山区万达广场 E 座 808(100040)
